发表于:2019/12/7 12:22:51
#10楼
以下是引用努力瑞在2019/12/7 10:55:56的发言:
更没用过西门子的,看的这个挺难理解的。
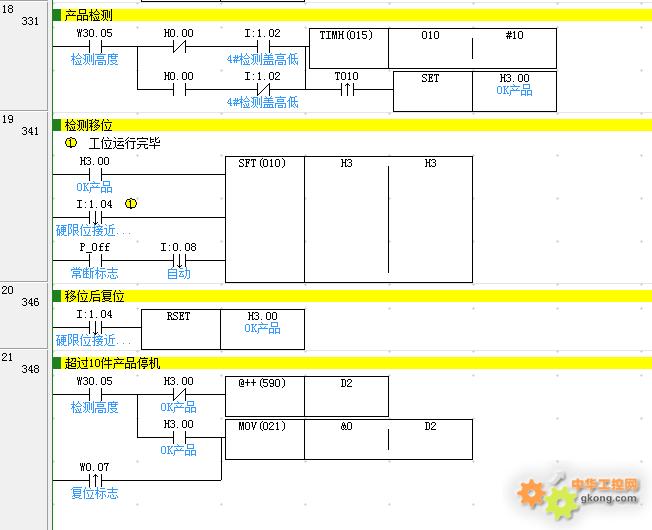
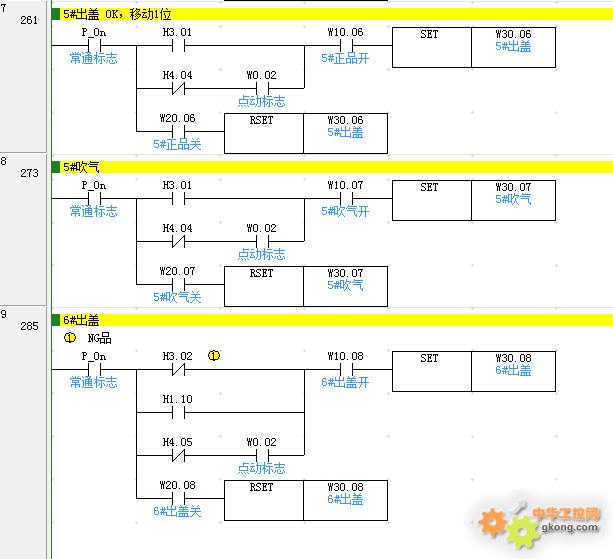
只是用欧姆龙软件编的,看不懂?更没用过西门子的,看的这个挺难理解的。
移位指令好像各公司都差不多
你可以贴出信捷/永宏的程序看看