发表于:2019/4/27 16:47:41
#0楼
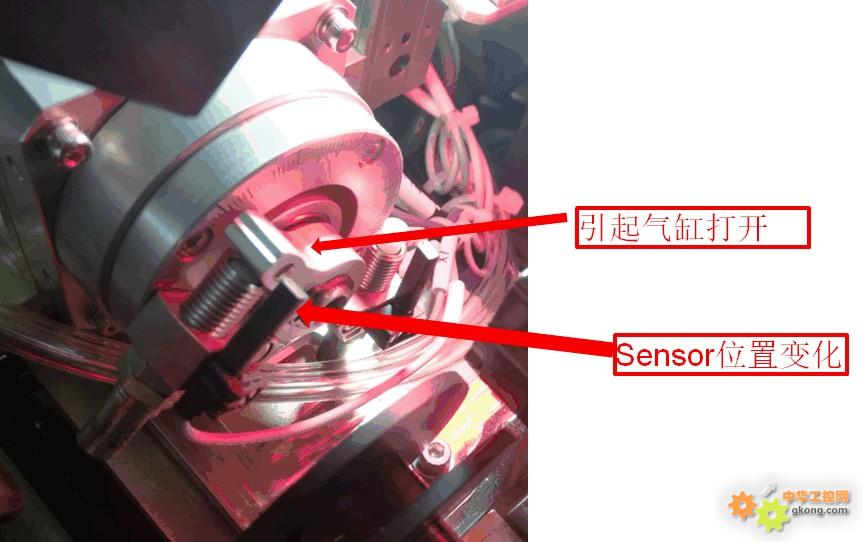
有个机器已经使用了十多年。
突然出现感应器位置变化(检查时发现和正常差异太大),引起气缸打开。调节后再继续做了一周的货没异常。
这算PLC异常吗?PLC怎么改进?
![附件 1556354232569.jpg]()
突然出现感应器位置变化(检查时发现和正常差异太大),引起气缸打开。调节后再继续做了一周的货没异常。
这算PLC异常吗?PLC怎么改进?
此帖发自手机工控论坛
运气就是机会碰巧撞到了你的努力!