PLC程序毕竟奇葩。
伺服用的相对定位做的运动控制。
伺服485到触摸屏485然后触摸屏传给PLC当前绝对位置。
开机,复位,找到
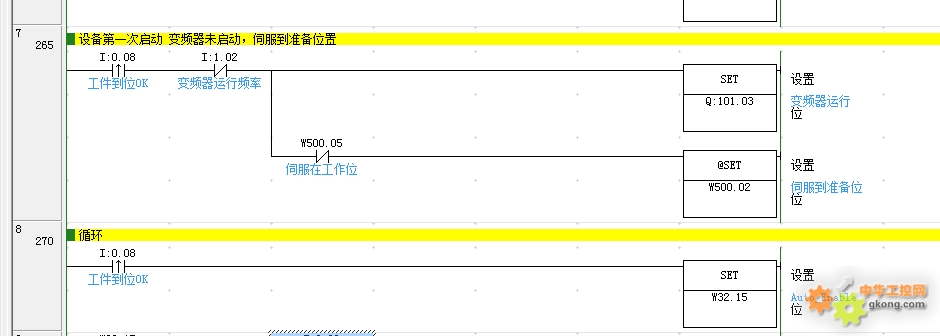
软0点,按启动后,
1,到
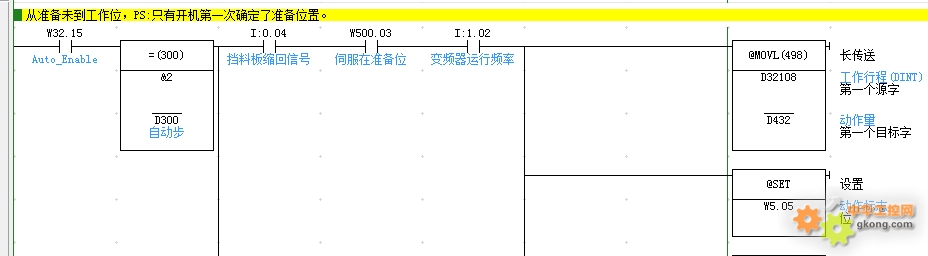
准备位置。 工件到位后,汽缸夹紧工件(工件定位准确的),
2,伺服动作到设定的
工作位置。(这个是相对定位,比如设定值为10厘米,就传送10CM脉冲到PLS2。)。问题1!
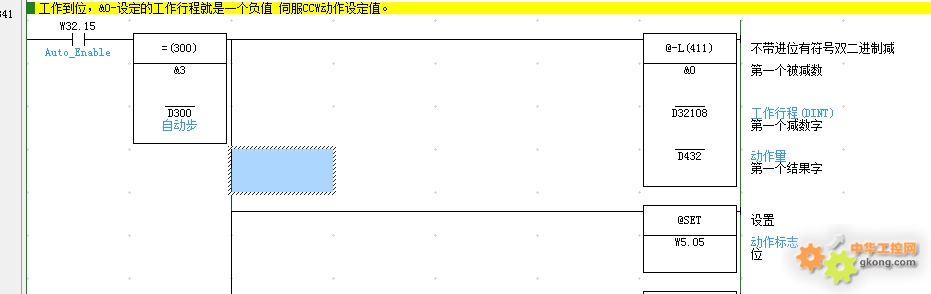
到位后,退到
准备位置。(这个是用&0-上面设定的相对位置,是一个负值,就是伺服回退量)。问题2!
返回到了准备位置,完成一个循环。
但是做100件工件,伺服来回移动,慢慢误差越来越大。(还好基本上做20-30件后,设备要停机,然后到软0点[这个是和伺服绝对位置对比后动作,靠谱])
问题1:伺服来回移动,没有和伺服驱动绝对值做对比!
我把准备位置到 工作位置加了一个(准备位置-当前绝对位置=误差,用这个误差+需用工作的位置),基本上用了半天 基本上没毛病了。
明天准备把回退脉冲量还是和伺服的绝对位置做计算,一来一回都和绝对位置做对比 应该就很好用了。
PS:联系设备厂家,厂家说没有办法,说要改用安川的伺服驱动,不走脉冲了,加一个位置控制模块和换伺服驱动器。
唉,蛋疼的周末。蛋疼的年终奖!
[此贴子已经被作者于2018/1/6 19:49:39编辑过]