发表于:2015/9/23 15:46:13
#10楼
支持5,6,7,8楼。













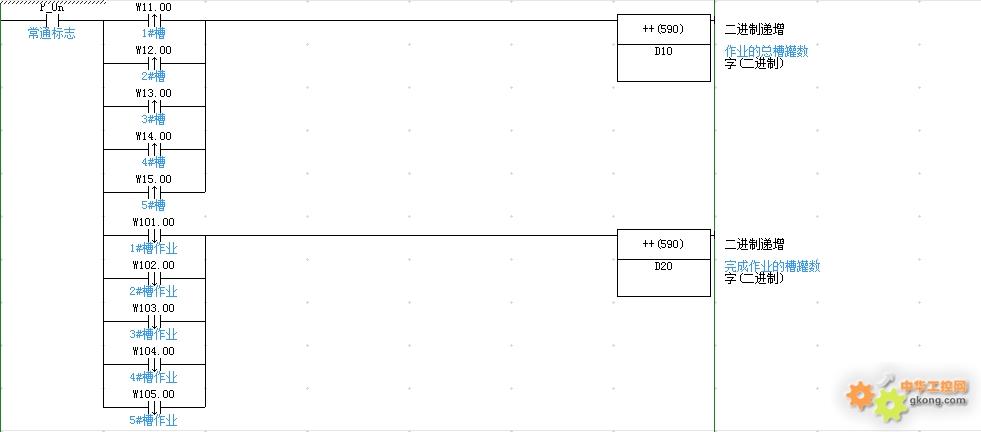
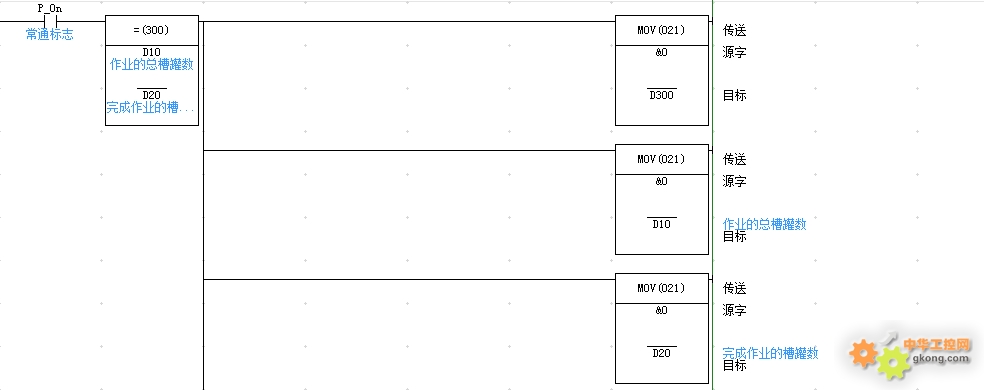
 ,我将老师的程序稍微改了一下,因为在实际应用中可能只是2个槽罐需要作业,或者5个槽罐中只需其中的3个或4个需要作业,所以我用二进制递加来完善了一下~如下图:
,我将老师的程序稍微改了一下,因为在实际应用中可能只是2个槽罐需要作业,或者5个槽罐中只需其中的3个或4个需要作业,所以我用二进制递加来完善了一下~如下图: