发表于:2013/9/10 22:43:04
#0楼
系统组成 三菱plc fx1n +fx1n-232-bd +条形码扫描枪+信捷触摸屏tn765
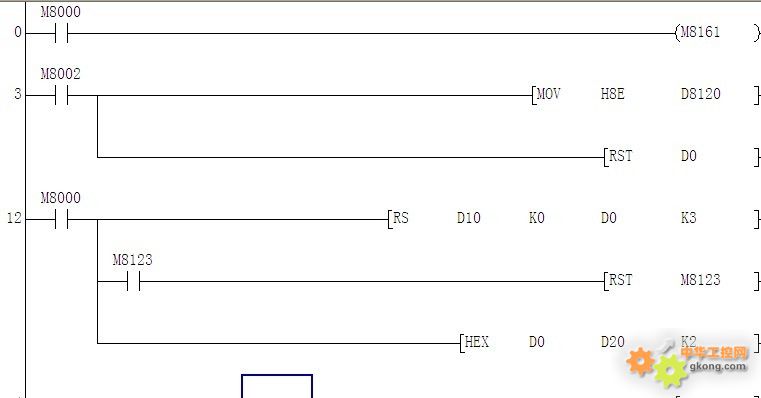
程序如下
![附件 a.jpg]() 实验扫描没有问题,通信正常,但是在触摸屏上显示的数值d0和扫描的数值不一样,比如扫描条形码数值是31922,可是触摸屏上d0缺显示50,不知道是啥原因,请教高手指点!!!
实验扫描没有问题,通信正常,但是在触摸屏上显示的数值d0和扫描的数值不一样,比如扫描条形码数值是31922,可是触摸屏上d0缺显示50,不知道是啥原因,请教高手指点!!!
程序如下