以下是引用972001057在2013/7/17 12:00:46的发言:
大家一起学习吧。我自学PLC两年多了。由于一直都没有什么 项目做,所以只能自己编一些简单的基本指令。
其实很想有机会接触一下大项目的, 这样可以边做边学嘛,但是一直都没有机会。指令基本能理解吧,自己认为自己能理解,但也不知道是不真的理解了,要用了才知道。不如我们来个编程竞技吧。
比如说:大家现在手头上有项目的,从简单的开始吧。把项目要求,控制流程写出来,之后我们一起来编程,然后一起讨论出现的问题。我觉得这也是学习的一种方法。
前段时间忙着考试,一直没来,看到13楼的建议,感觉不错,我先出一个书上的题目,欢迎大家跟帖。
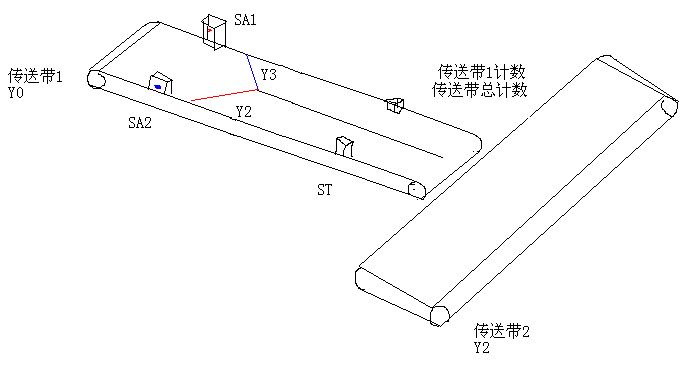
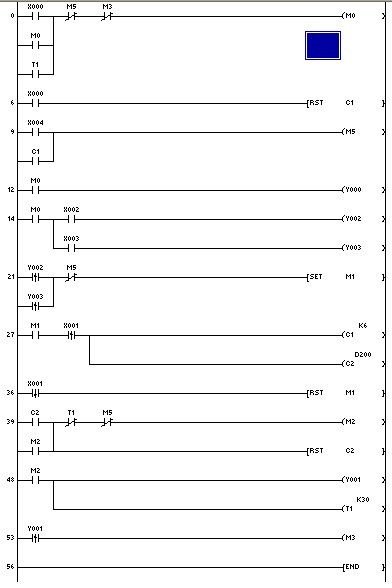
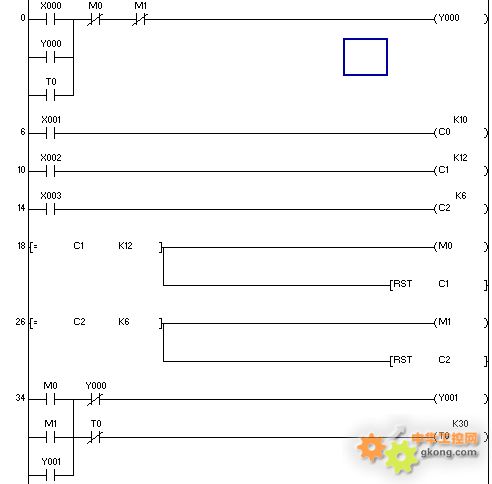
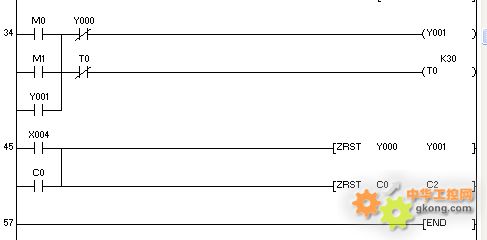
plc控制自动包装线,其控制要求如下:按下启动按钮sb1传送带1运动,并带动产品移动,到达传送带2进行计数包装,包装分两类,由两类主令开关sa选择,sa在1位为小包装,每包六只,sa在2位为大包装,每包12只产品,计数信号由光电开关st采样输入,达到计数值传送带1停止,传送带2自动启动。3s后传送带1启动、传送带2停止,开始第二个循环。大、小包装达1000次,生产线自动停止运行。若中途按下停止按钮sb2则本循环结束,停止运行。
地址安排:sb1 x0 传送带1 y0
st x1 传送带2 y1
sa-1 x2大包装
sa-2 x3小包装
sb2 x4