发表于:2008/12/25 11:38:00
#0楼
现在遇到一个我不知道该怎么解决的问题请求大家帮忙想下
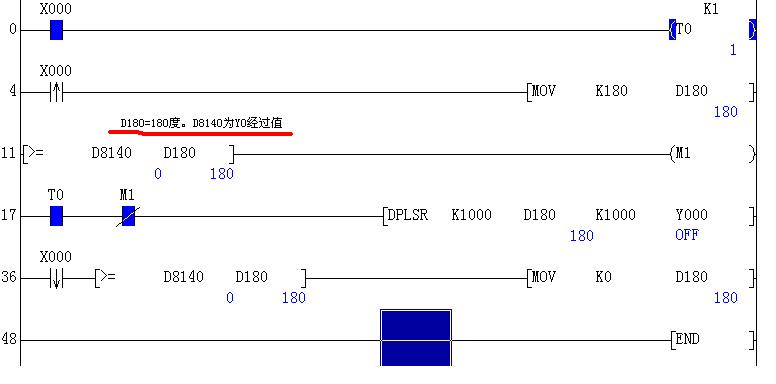
我按X0发出一个DPLSR脉冲给步进马达,让他转180度
但是这个有个问题,我想在转动的180度之间做暂停动作,然后再按就继续把剩余的度数走完,该怎么写阶梯图
而且在180度之间我的暂停动作可能不止一次
我按X0发出一个DPLSR脉冲给步进马达,让他转180度
但是这个有个问题,我想在转动的180度之间做暂停动作,然后再按就继续把剩余的度数走完,该怎么写阶梯图
而且在180度之间我的暂停动作可能不止一次