发表于:2024/12/1 7:22:35
#0楼
比如我要使用XY两个轴
手动时进行低速对刀
按键按下时 丝杆滑台按照设定方向运行
同时触摸屏显示移动位置
对刀停止时D存储器记录位置数据
以备自动设置位置使用
测试了一些指令
发现达不到要求
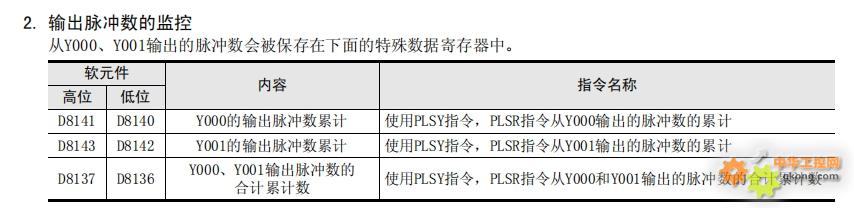
比如PLSY
只有一个方向记录数据
还有相对绝对指令似乎也不适合
谢谢
手动时进行低速对刀
按键按下时 丝杆滑台按照设定方向运行
同时触摸屏显示移动位置
对刀停止时D存储器记录位置数据
以备自动设置位置使用
测试了一些指令
发现达不到要求
比如PLSY
只有一个方向记录数据
还有相对绝对指令似乎也不适合
谢谢