














发表于:2024/4/17 8:09:09
#0楼
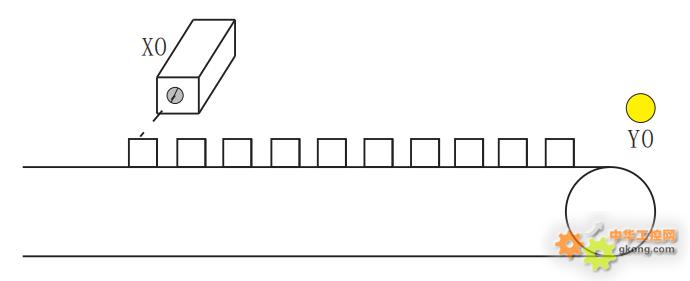
【工作图】
![附件 微信图片_20240417080523.jpg]() 【动作要求】
【动作要求】
1、生产线生产计数,每计数500个,目标完成指示灯亮,生产线停止动作。待按下
清除按钮,生产线重新启动及计数。
2、生产线若突然停电、中午休息、下班会关掉电源,重新启动生产线时,需由停
电前的记录继续对产品进行计数。
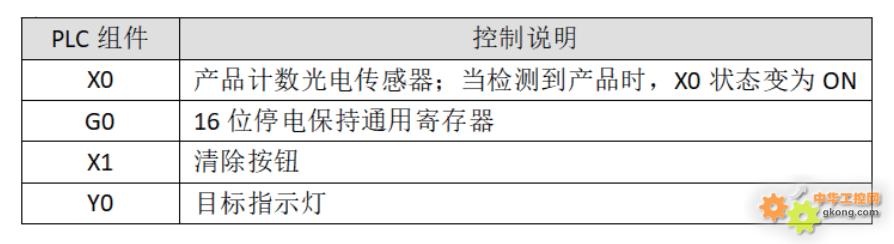
【组件说明】
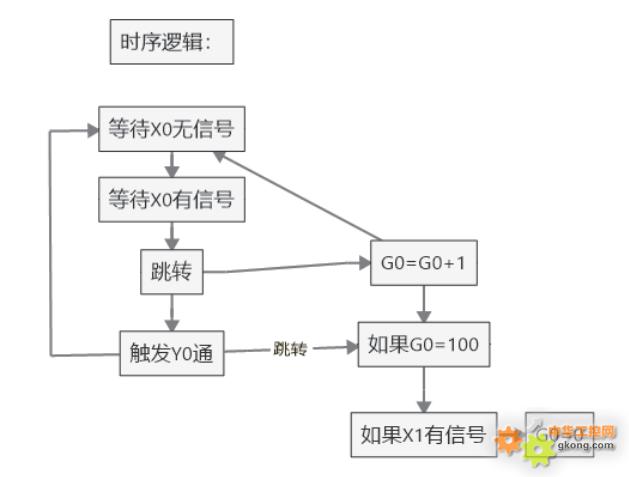
![附件 微信图片_20240417080648.jpg]() 【控制流程图】
【控制流程图】
![附件 微信图片_20240417080736.jpg]() 【控制程序】
【控制程序】
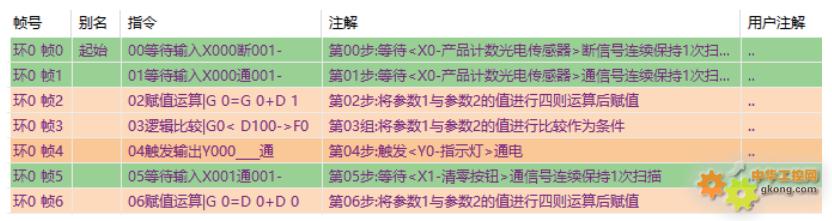
*时序逻辑控制程序:
![附件 微信图片_20240417080828.jpg]() 程序说明:
程序说明:
在时序环中,光电开关每检测到一个产品时,X0就触发一次(OFF→ON),
循环检测X0信号,开始计数1次,通用寄存器G0进行赋值运算:G[0]=G[0]+D[1],
这就是对产品进行计数。然后我们开始进行逻辑比较当通用寄存器G0的数值小于
100的时候,就会返回0帧继续进行计数。当通用寄存器G0的数值大于100的时候
就会继续运行触发Y0通,最后检测到X1有信号时,对通用寄存器G0进行清零赋
值:G[0]=D[0]-D[0],也就是0-0=0。
【程序调试】
当所有的程序编辑完成之后,我们就可以将程序通过串口下发至PLC中,组合
逻辑程序调试可以用触摸屏软件在线模拟,监控输入输出和计数器、定时器的变量值。
1、生产线生产计数,每计数500个,目标完成指示灯亮,生产线停止动作。待按下
清除按钮,生产线重新启动及计数。
2、生产线若突然停电、中午休息、下班会关掉电源,重新启动生产线时,需由停
电前的记录继续对产品进行计数。
【组件说明】
*时序逻辑控制程序:
在时序环中,光电开关每检测到一个产品时,X0就触发一次(OFF→ON),
循环检测X0信号,开始计数1次,通用寄存器G0进行赋值运算:G[0]=G[0]+D[1],
这就是对产品进行计数。然后我们开始进行逻辑比较当通用寄存器G0的数值小于
100的时候,就会返回0帧继续进行计数。当通用寄存器G0的数值大于100的时候
就会继续运行触发Y0通,最后检测到X1有信号时,对通用寄存器G0进行清零赋
值:G[0]=D[0]-D[0],也就是0-0=0。
【程序调试】
当所有的程序编辑完成之后,我们就可以将程序通过串口下发至PLC中,组合
逻辑程序调试可以用触摸屏软件在线模拟,监控输入输出和计数器、定时器的变量值。