














发表于:2023/11/17 17:50:28
#0楼
设备是一个烤箱(加热产品)
原设备是这样的
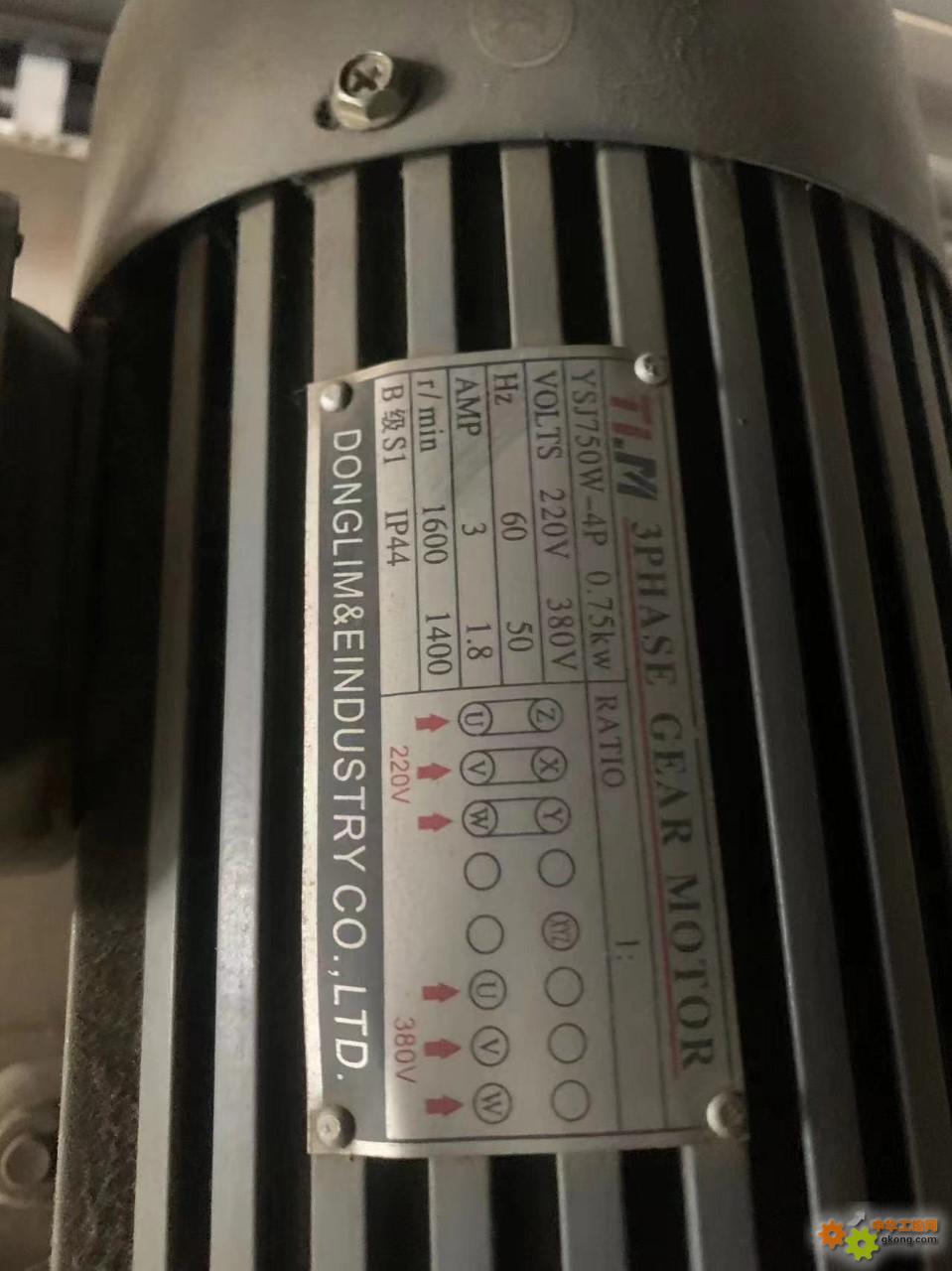
0.75KW的电机,一个30:1的减速机,
输出轴带齿轮,设备是前后移动的,齿轮下面是一根齿条(6米长);
控制加热箱前后移动来加热产品,根据产品不同调整速度,一直不理想,但是不能中途停顿加热,产品是定位加工的,有些部位需要加热时间长一些;
加上电箱年久失修,到处拉线,飞线;
所以有改造的想法
~~~~~~~~~~~~~~~
如上,主要的位是因为普通电机就是很简单的用变频器设置速度,根据产品的规格不同来调整速度、动作长度;
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
客户提出的要求:
1,电箱整体更换!
2,烤箱移动速度能调整;需要停止的位置能停止,能设置停顿时间。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
我想出的解决方案
1,将就原始器件,在齿条上加一个编码器,当做位置反馈,到了设置的位置可以达到电机停止的效果。也能通过程序设置停顿时间等
2,把0.75KW的三相异步电动机更换成0.75KW~1KW的伺服电机+30:1的减速机,还是用齿轮和齿条驱动;
3,更换伺服电机以后,传动机械改成丝杆。
~~
方案1肯定省钱,但是效果不确定。编程也稍微麻烦一些
方案2,准备用ECAT绝对值伺服,编程简单一些,效果估计能好一些
方案3,电气成本差别不大,但是丝杆机械那一块要多一些;
~~~~~~~~~
各位觉得如何呢?
理论上,同功率伺服电机比三相异步电机扭矩大吧。而且他们使用的速度我看变频器才20+也就是一半的速度
![附件 mmexport1700214575707.jpg]()
![附件 mmexport1700214611793.jpg]()
原设备是这样的
0.75KW的电机,一个30:1的减速机,
输出轴带齿轮,设备是前后移动的,齿轮下面是一根齿条(6米长);
控制加热箱前后移动来加热产品,根据产品不同调整速度,一直不理想,但是不能中途停顿加热,产品是定位加工的,有些部位需要加热时间长一些;
加上电箱年久失修,到处拉线,飞线;
所以有改造的想法
~~~~~~~~~~~~~~~
如上,主要的位是因为普通电机就是很简单的用变频器设置速度,根据产品的规格不同来调整速度、动作长度;
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
客户提出的要求:
1,电箱整体更换!
2,烤箱移动速度能调整;需要停止的位置能停止,能设置停顿时间。
~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~
我想出的解决方案
1,将就原始器件,在齿条上加一个编码器,当做位置反馈,到了设置的位置可以达到电机停止的效果。也能通过程序设置停顿时间等
2,把0.75KW的三相异步电动机更换成0.75KW~1KW的伺服电机+30:1的减速机,还是用齿轮和齿条驱动;
3,更换伺服电机以后,传动机械改成丝杆。
~~
方案1肯定省钱,但是效果不确定。编程也稍微麻烦一些
方案2,准备用ECAT绝对值伺服,编程简单一些,效果估计能好一些
方案3,电气成本差别不大,但是丝杆机械那一块要多一些;
~~~~~~~~~
各位觉得如何呢?
理论上,同功率伺服电机比三相异步电机扭矩大吧。而且他们使用的速度我看变频器才20+也就是一半的速度

[此贴子已经被作者于2023/11/17 17:51:58编辑过]



