发表于:2023/6/19 11:48:47
#0楼
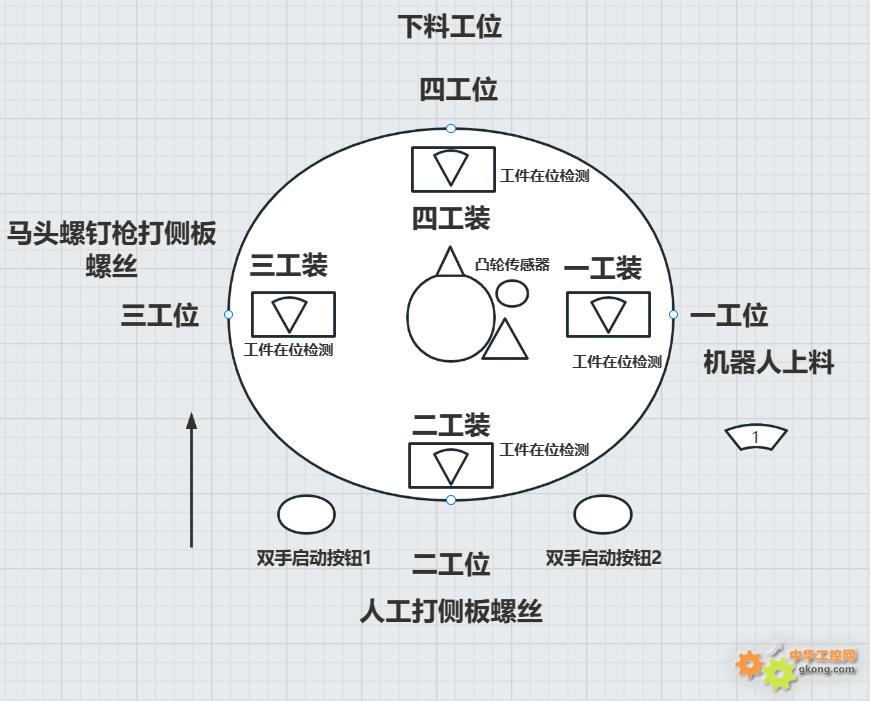
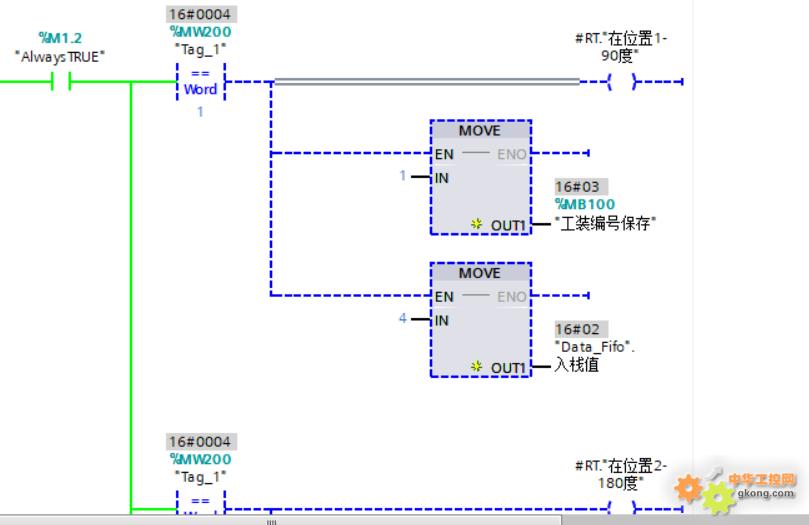
请教一下大神,我现在接到一个四工位的转盘项目 没有弄明白, 我用的移动指令ROL 每次 分割器移动一圈, 指令加一 ,用的MW200作为移位寄存器, 工艺流程是: 一工位上料,四个工装上分别安装有4个光电传感器检测光电,底部凸轮那里安装有一个电感式传感器,下料4工位那里也装的有一个 原位检测电感式传感器, 一工位上料有工件后,按下二工位的双手启动按钮,转盘转一圈,二工位手动打螺钉后,再按下双手启动,转盘 转一圈到三工位,三工位检测到工件后 开始打螺丝,打完后,二工位再按下双手启动按钮,转盘转一圈,到四工位下料工位,检测到有工件后,开始下料 完成一个循环。
现在碰到的问题是: 开机复位后,气缸都在原位,三四工位 我赋值工位完成信号,转一圈后这个复位信号就把工位完成复掉了,只能转一圈,请问这个信号该怎么取, 我如何判断三 四工位的启动信号 取哪里? 工位转盘一直在转 ,工装也是一直在移动的状态 有点疑惑,这是第一次搞转盘机 思路有点迷茫。
现在碰到的问题是: 开机复位后,气缸都在原位,三四工位 我赋值工位完成信号,转一圈后这个复位信号就把工位完成复掉了,只能转一圈,请问这个信号该怎么取, 我如何判断三 四工位的启动信号 取哪里? 工位转盘一直在转 ,工装也是一直在移动的状态 有点疑惑,这是第一次搞转盘机 思路有点迷茫。