













发表于:2021/11/11 14:44:28
#0楼




工作分享《可燃气体探测器-功能检测机》
一、 工艺说明
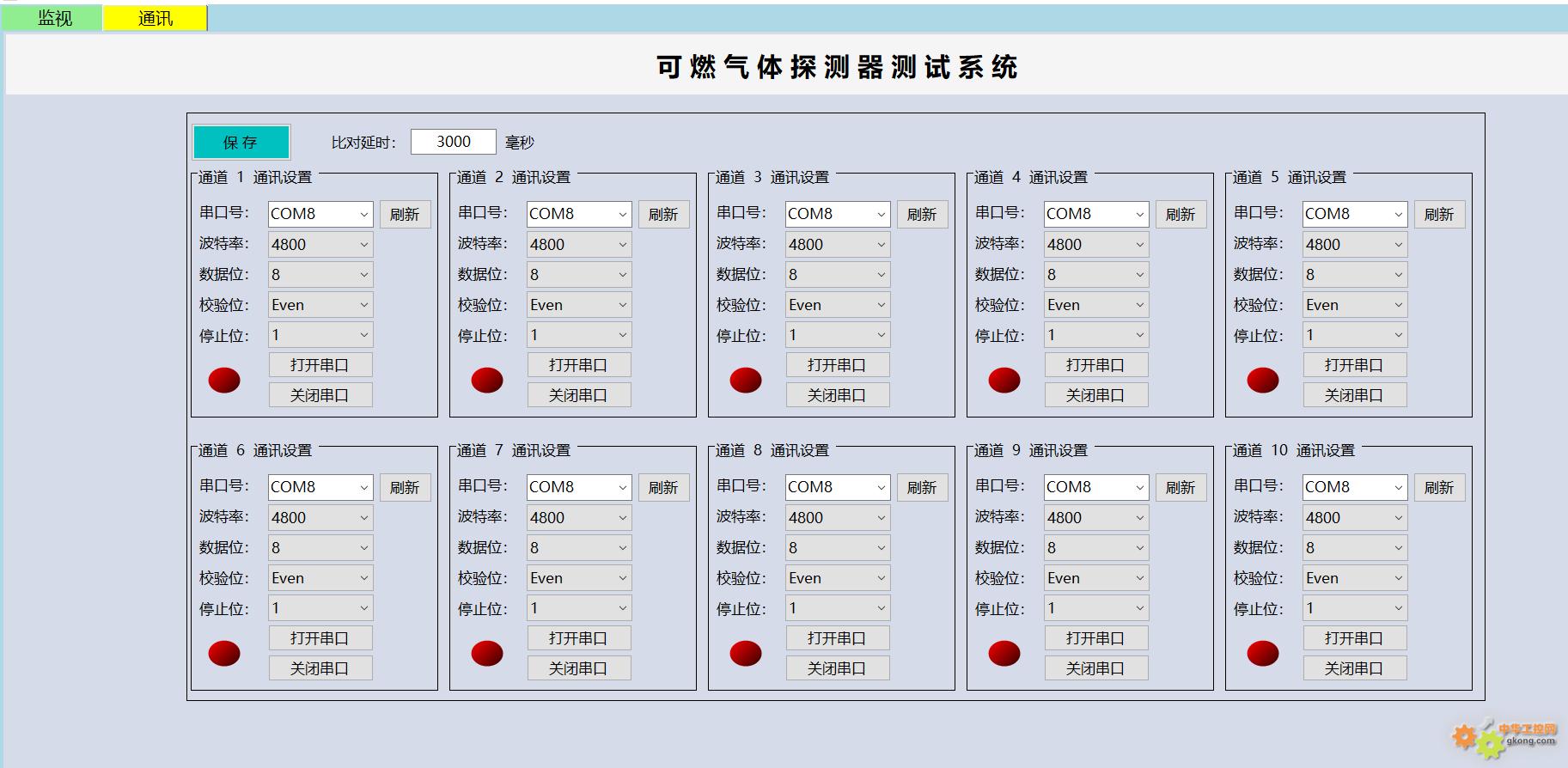
1、 满足生产需求制作一个8-10个工位的时间烧写、测试装置;
2、 时间程序的烧录;
3、 功能查询,功能测试查询;
4、 烧写的状态指示(合格或不合格)
5、 每一个回路烧写数据的显示功能(可以液晶屏整体分区显示)
6、 采用节约占地空间的控制系统(一体机电脑类或PLC)。
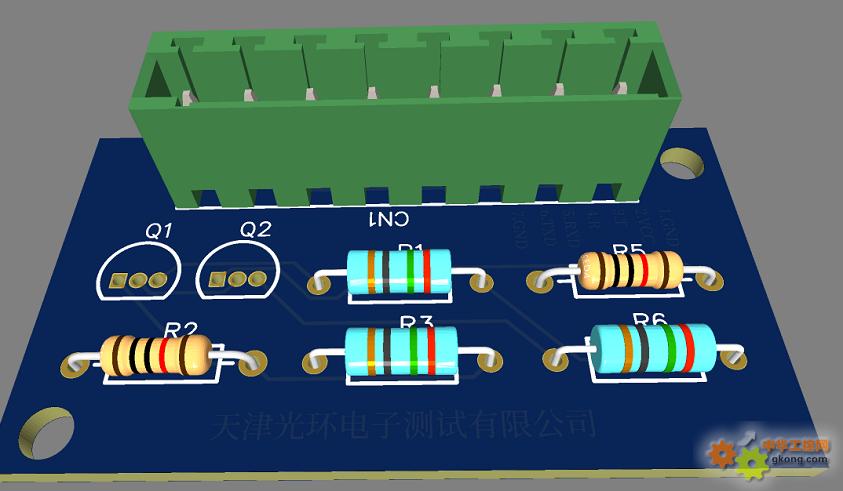
二、产品照片
二、 所用部分资材
三、 个人总结
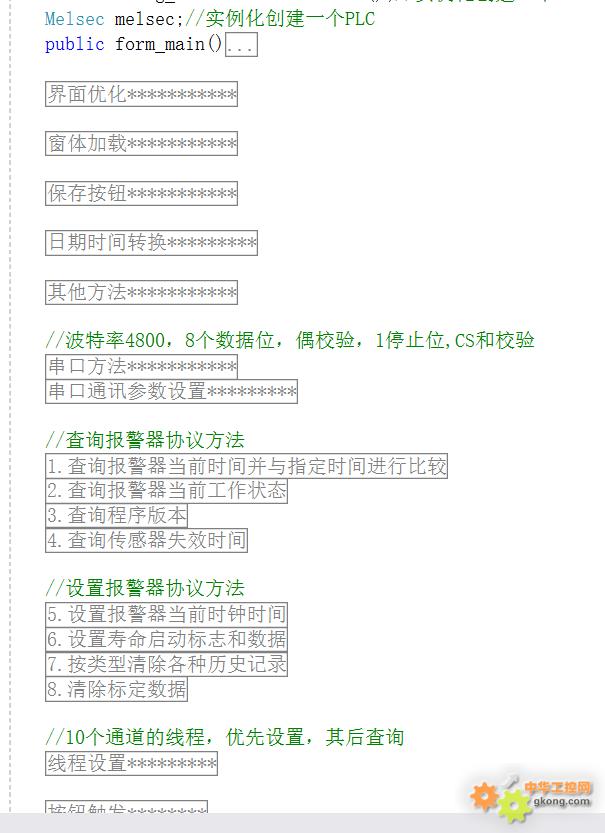
1、 上位机软件与PLC采用MODBUS TCP协议通讯(主要利用I/O功能);
2、 产品串口通讯(产品通讯为TTL,所以我这边采用USB转TTL),其中产品的TTL通讯为负逻辑输出,所以我这边画了一个PCB板进行逻辑转换;
3、 产品采用的CS校验码,开始没有仔细阅读协议,所以走了些岔路(GB 15322.2-2019_附录A可燃气体探测器历史记录读取接口);
4、 由于功能比较简单没有画图纸;