发表于:2021/11/6 10:23:37
#0楼
一、 工艺说明
1.工位1,人工放产品(有拨杆的人工预组装后放入,没有的直接放JIG上);
2.工位2,拨杆压入(上边用三杆气缸先压住产品,下一边同样用气缸将拨杆压入到位),如选择的机种没有拨杆,此功能禁用;
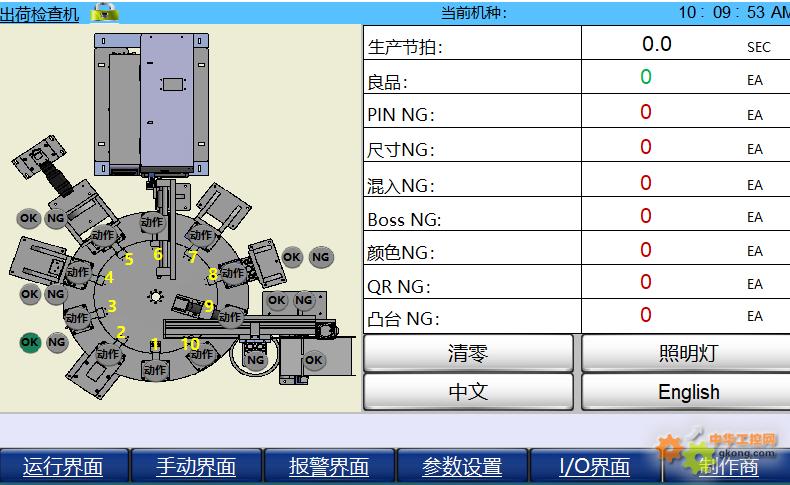
3..工位3,使用基恩士视觉传感器检测齿轮型号和角度,自动调用;
4.工位4,自带磁力传感器检测boss是否遗漏,下方使用双杆滑台气缸带动位移传感器,检测拨杆压入的高度(调试用显示控制仪,安装在面板上,东渡或基恩士品牌),无拨杆高度检查功能禁用;
5.工位5, 使用CCD,检查产品端子pin的尺寸(右边框的尺寸;
6.工位6,自动贴标;
7.工位7,对标签进行压实
8.工位8,使用颜色传感器对盖子颜色进行识别(3种,白、黑、灰)
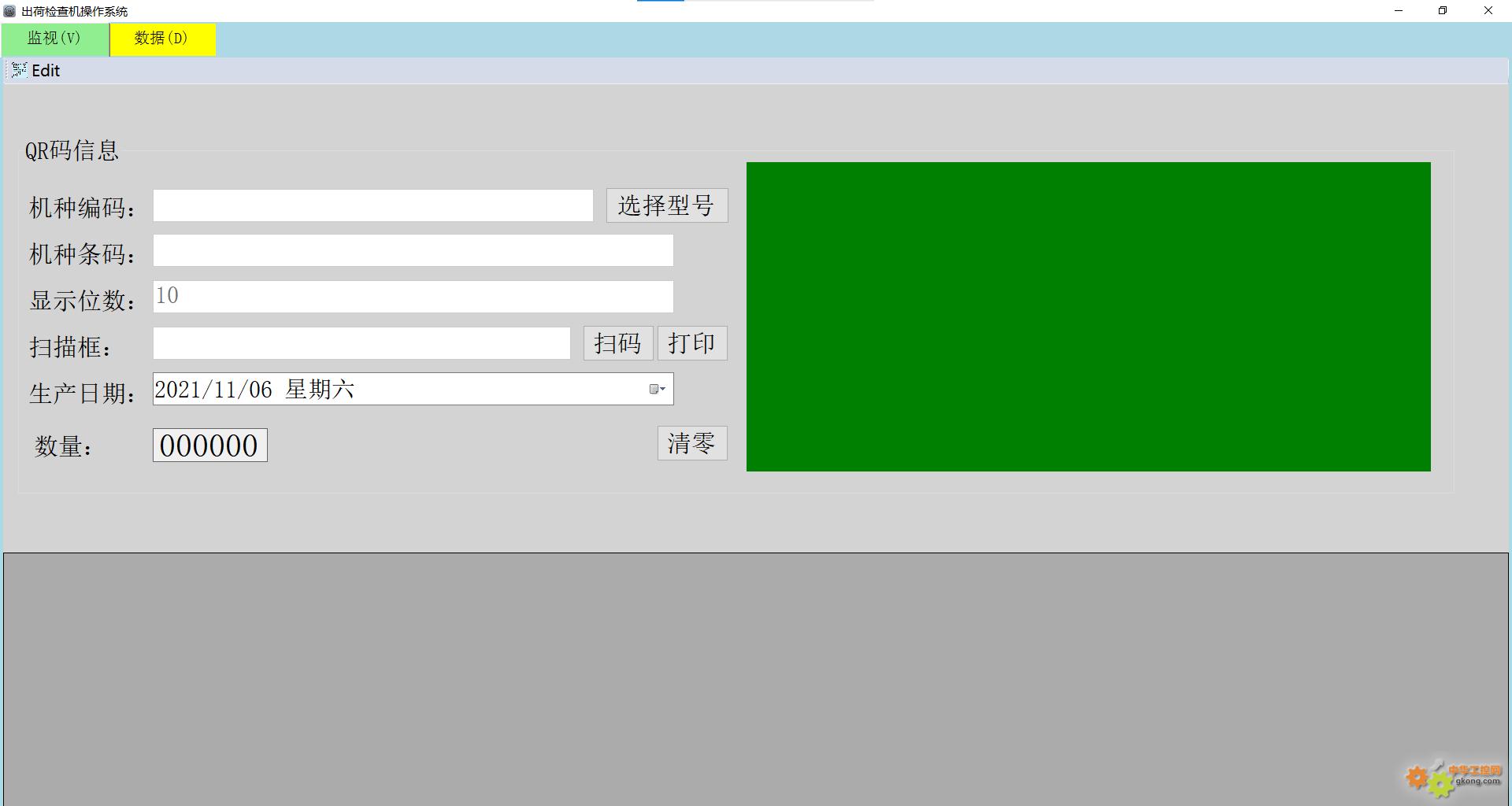
9.工位9,使用二维码扫描枪对标签二维码进行识别读取(是否与设定二维码信息一致)
10.工位10,良品自动用三杆气缸扎孔,不良不扎孔(同时用模组将产品投入到不良盒或者良品放到滑道上;
每个工位都用对射传感器
boss高度检测数据,端子尺寸检测数据,二位码扫描信息进行日期别的存储,条码的编辑(以上使用工控主机+显示器,整合一下,保存在电子表格中)按每天的自动保存;
二、 产品照片
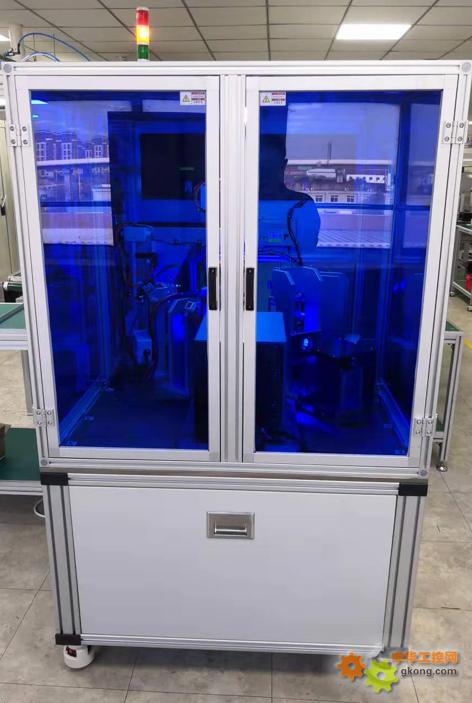
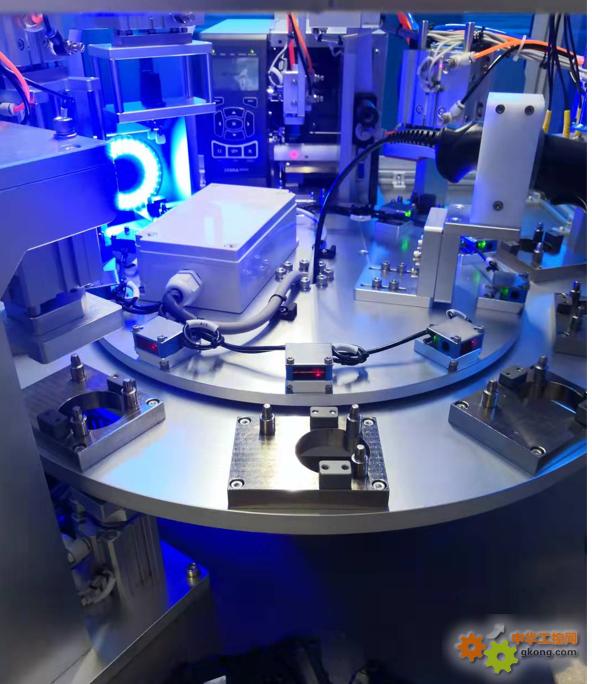
三、 设备照片
四、 所用部分资材
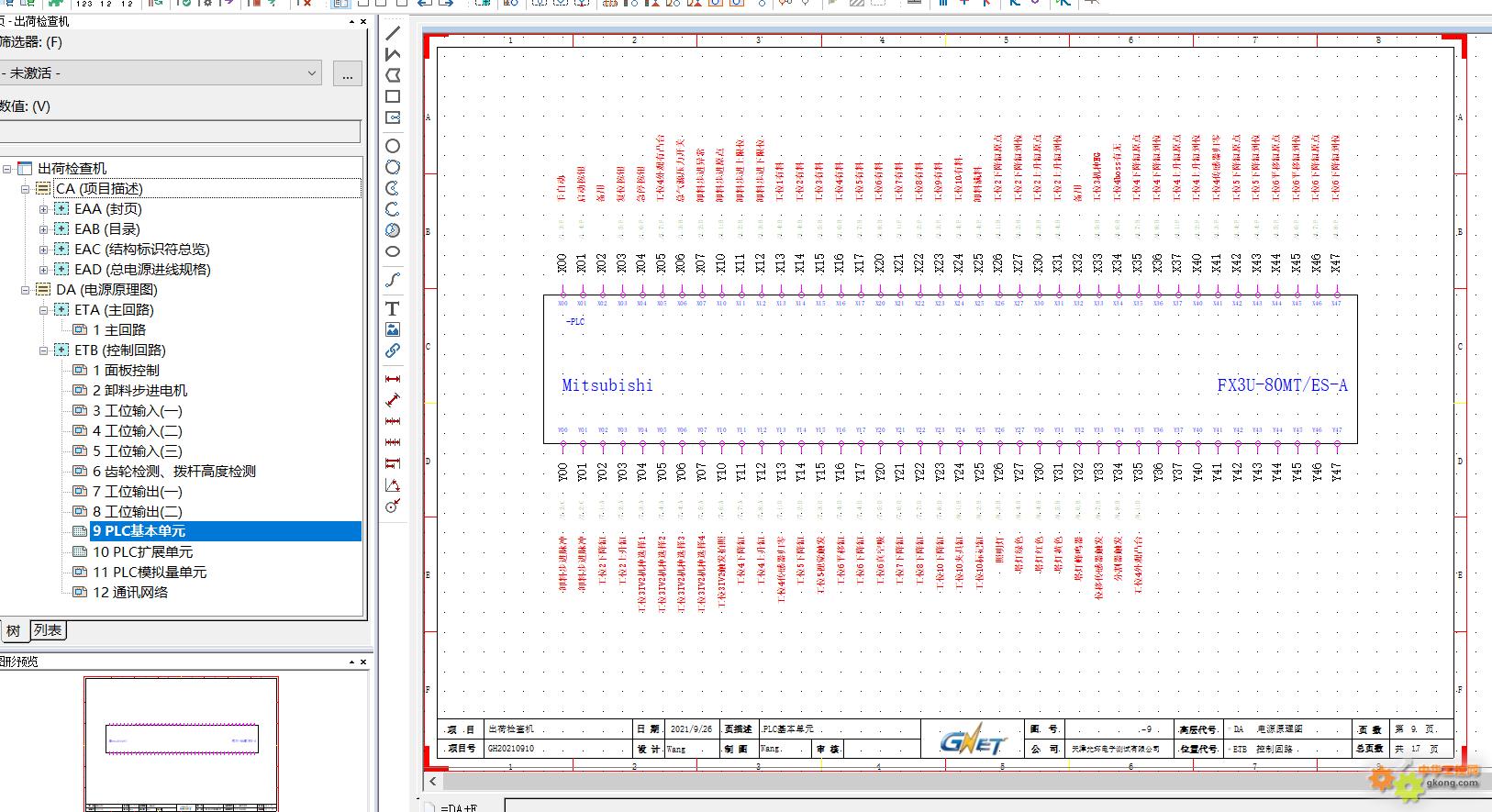
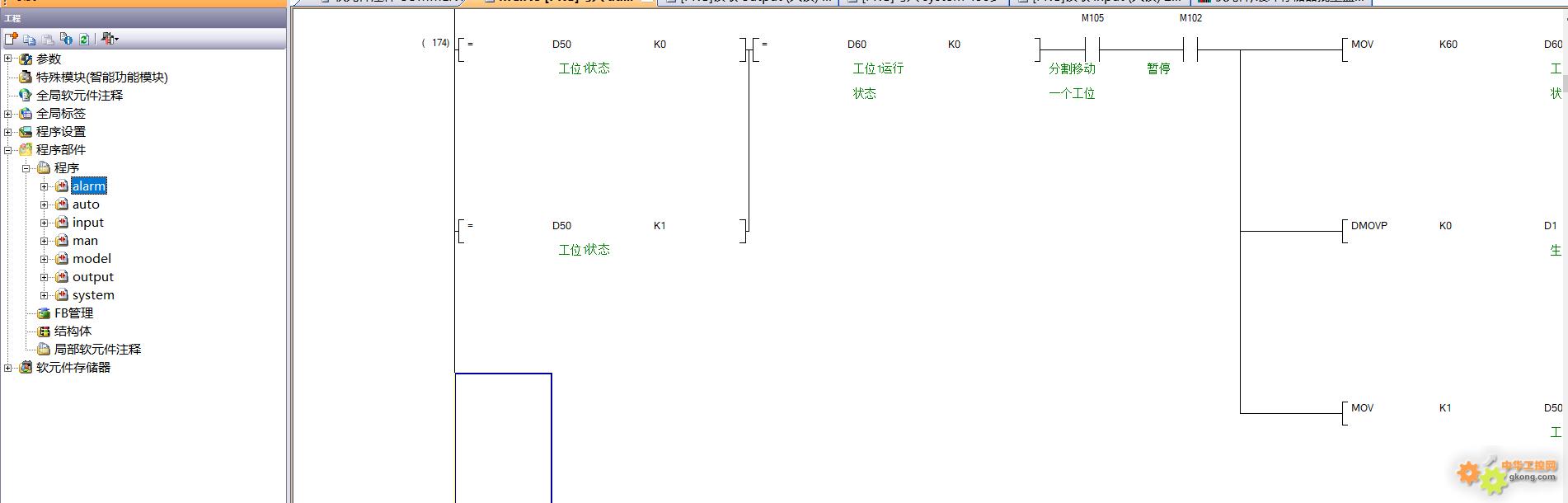
五、 电气图纸,程序文件比较大就不在这里分享了(发几张照片),有需要的私信我,一起交流
六、 个人总结
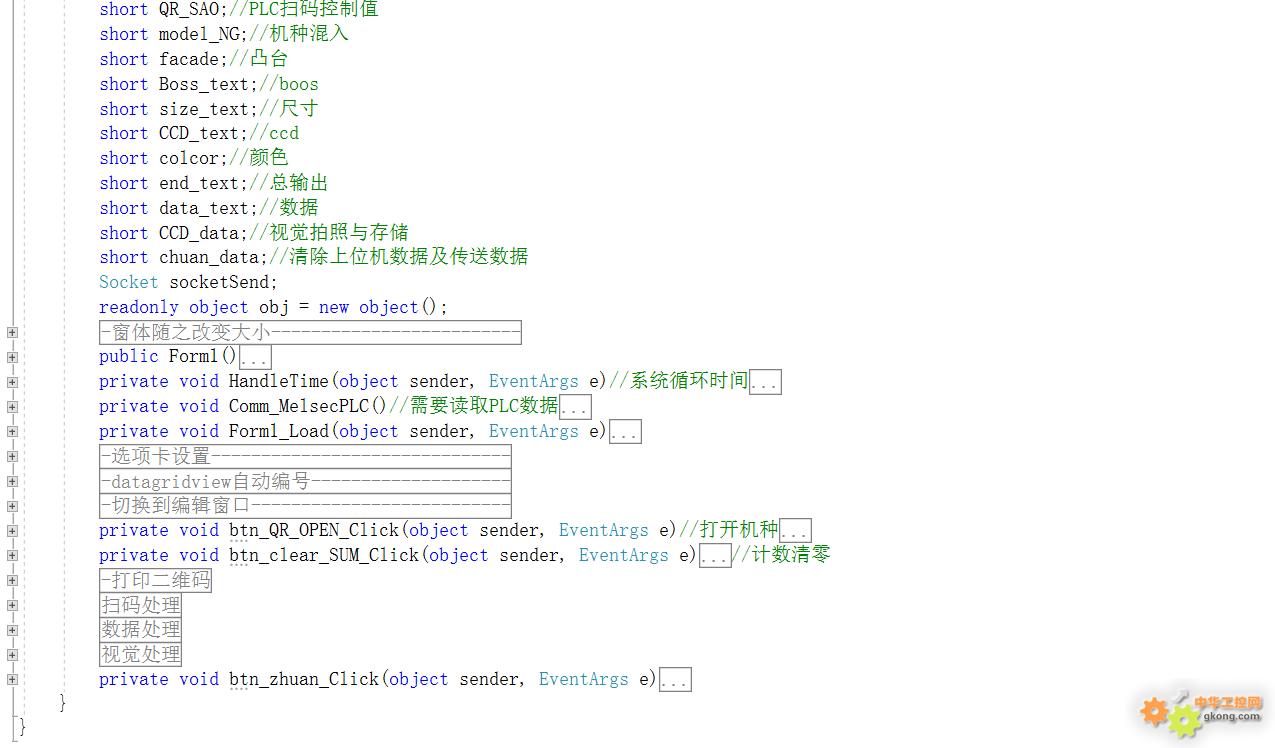
1、 上位机软件采用C#编程;
2、 PLC采用三菱FX3U以太网通讯;
3、 视觉采用基恩士做的以太网无协议通讯;
4、 步进模组采用脉冲+方向;
5、 斑马打印机采用以太网通讯;
6、 位移传感器采用模拟量;
7、 扫码枪采用串口通讯;
时间比较紧并且与其他项目有重叠了,在一些细节处理的不是很好,希望自己以后自己多多注意。
1.工位1,人工放产品(有拨杆的人工预组装后放入,没有的直接放JIG上);
2.工位2,拨杆压入(上边用三杆气缸先压住产品,下一边同样用气缸将拨杆压入到位),如选择的机种没有拨杆,此功能禁用;
3..工位3,使用基恩士视觉传感器检测齿轮型号和角度,自动调用;
4.工位4,自带磁力传感器检测boss是否遗漏,下方使用双杆滑台气缸带动位移传感器,检测拨杆压入的高度(调试用显示控制仪,安装在面板上,东渡或基恩士品牌),无拨杆高度检查功能禁用;
5.工位5, 使用CCD,检查产品端子pin的尺寸(右边框的尺寸;
6.工位6,自动贴标;
7.工位7,对标签进行压实
8.工位8,使用颜色传感器对盖子颜色进行识别(3种,白、黑、灰)
9.工位9,使用二维码扫描枪对标签二维码进行识别读取(是否与设定二维码信息一致)
10.工位10,良品自动用三杆气缸扎孔,不良不扎孔(同时用模组将产品投入到不良盒或者良品放到滑道上;
每个工位都用对射传感器
boss高度检测数据,端子尺寸检测数据,二位码扫描信息进行日期别的存储,条码的编辑(以上使用工控主机+显示器,整合一下,保存在电子表格中)按每天的自动保存;
二、 产品照片
三、 设备照片
四、 所用部分资材
五、 电气图纸,程序文件比较大就不在这里分享了(发几张照片),有需要的私信我,一起交流
六、 个人总结
1、 上位机软件采用C#编程;
2、 PLC采用三菱FX3U以太网通讯;
3、 视觉采用基恩士做的以太网无协议通讯;
4、 步进模组采用脉冲+方向;
5、 斑马打印机采用以太网通讯;
6、 位移传感器采用模拟量;
7、 扫码枪采用串口通讯;
时间比较紧并且与其他项目有重叠了,在一些细节处理的不是很好,希望自己以后自己多多注意。