发表于:2020/8/6 13:57:27
#0楼
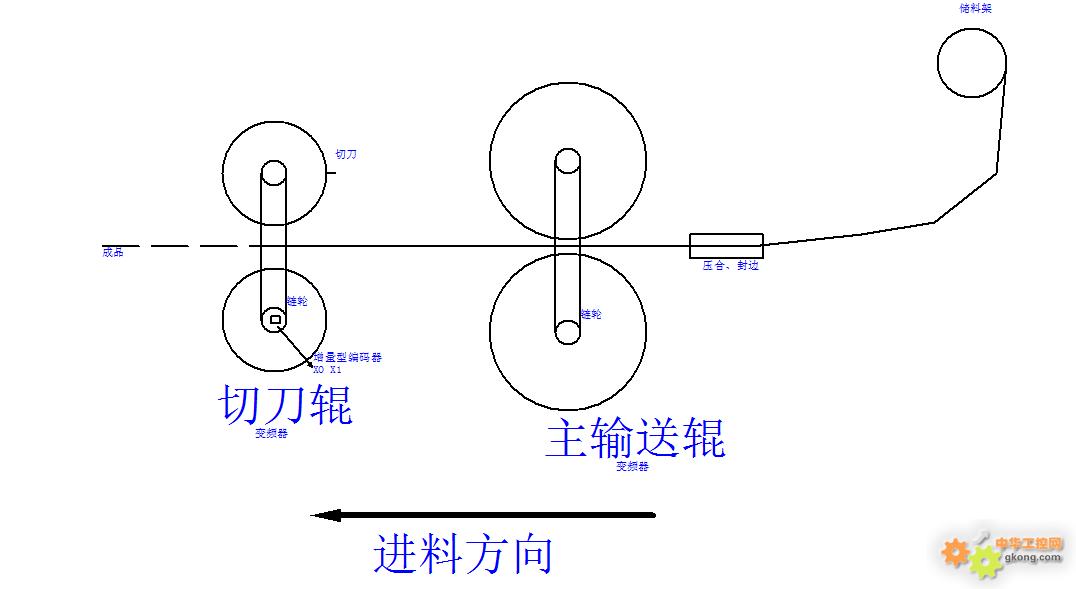
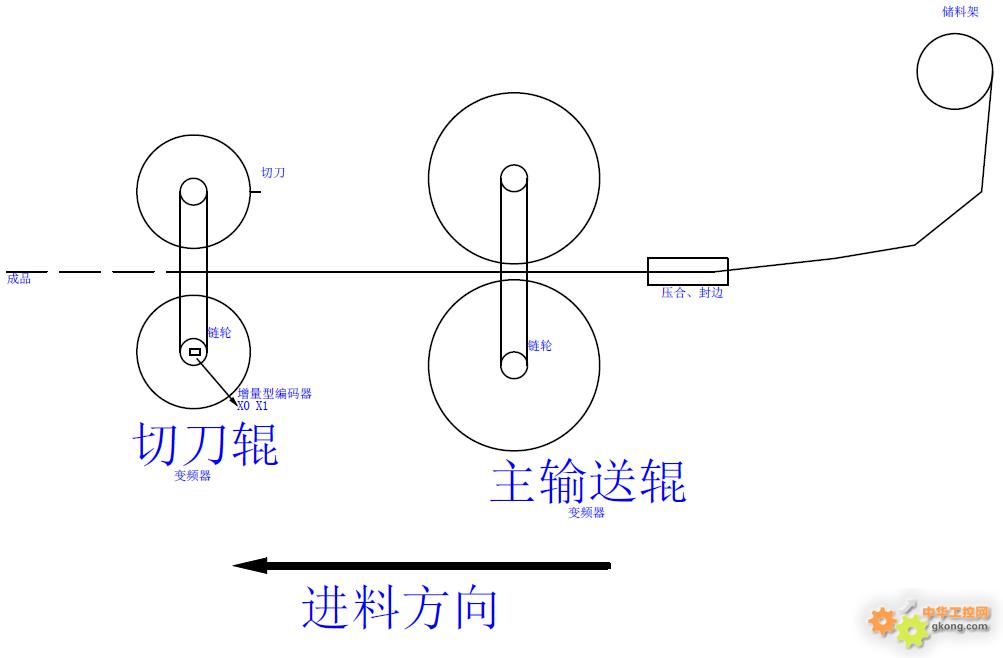
如图所示,设备是食品包装机,主输送辊和切刀辊动力是两个变频器控制的电机。这个有点像口罩机的打片机,所不同的是打片机出来的长度是固定的(174mm),而这个包装机呢,要求切断的长度可调节,且跟随主输送辊速度自动调节。切刀辊上带的有增量型编码器,设备的调速电位器直接接到主输送辊变频器上。
[此贴子已经被jint于2020/8/6 14:40:08编辑过]