发表于:2024/9/15 13:12:59
#0楼
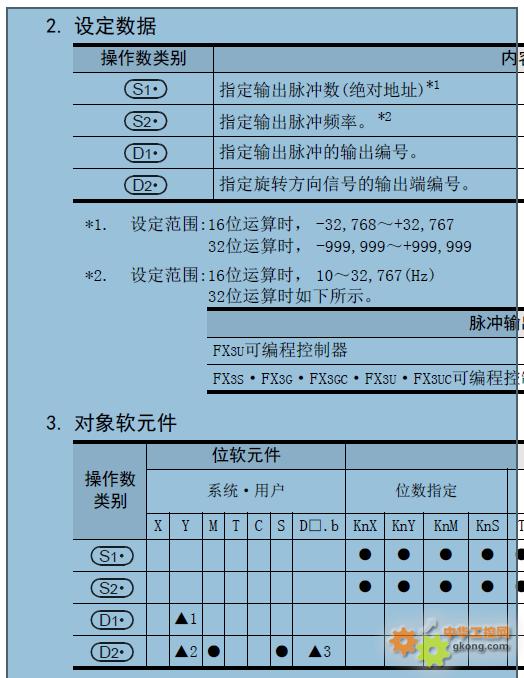
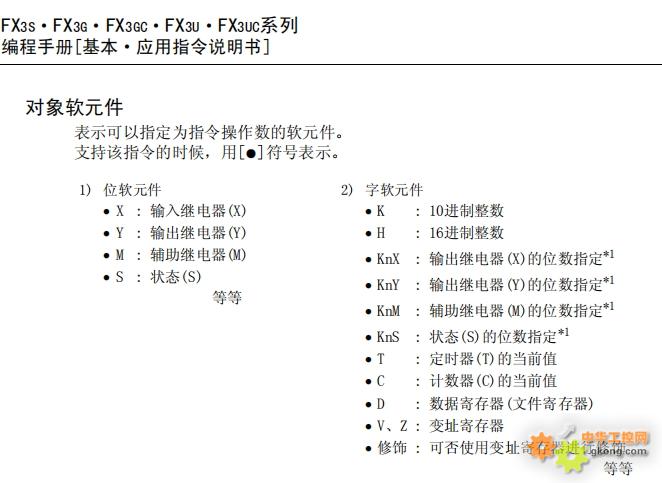
FX3U轴控指令里的脉冲方向指定可以用M区嘛?说明书里在M区下面打个圆点是什么意思。。。我想省一个Y点。。如果脉冲方向可以用M区表示的话。
2分悬赏