发表于:2019/7/24 15:44:50
#0楼
作者注:此程序仅供欣赏,作为科普知识了解即可。实际工程当中PLC一般都有专用的排序指令或函数,不需要我们亲自写排序算法。
学习过一点C语言的朋友,对冒泡排序的概念应该并不陌生。冒泡排序是一种非常基础的排序算法,它的过程是将N个待排序数据当中的两个相邻数据进行比较,如果前者小于后者,则将前者和后者调换位置,然后比较下一对,直到最大的排在列尾。这样反复N-1次,就可以将所有的元素完成从小到大的排序。
这样讲起来比较抽象,我们通过一组直观动图来演示冒泡排序:
![附件 冒泡排序1.gif]() 普通情况下,是这样排序的
普通情况下,是这样排序的
![附件 冒泡排序2.gif]() 最差情况下,是这样排序的
最差情况下,是这样排序的
![附件 冒泡排序3.gif]() 几乎有序情况下,是这样排序的
几乎有序情况下,是这样排序的
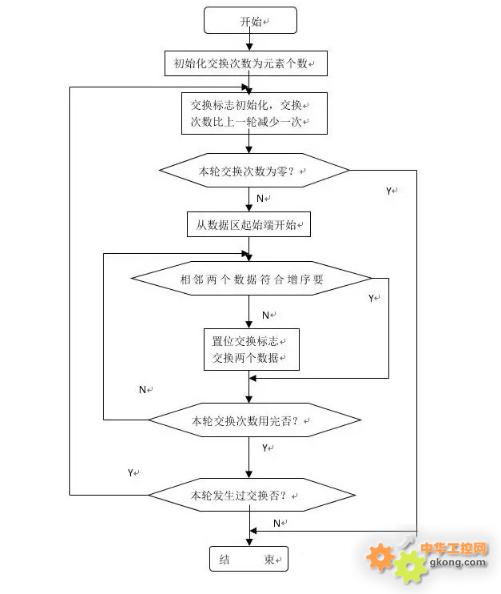
看懂了原理,我们归纳冒泡排序算法流程图如下:
![附件 image.jpg]()
C语言实现方式如下(来自百度百科):
![附件 image.jpg]()
现在我们用PLC梯形图来翻译一下,PLC使用三菱FX3U的。
控制效果要求:
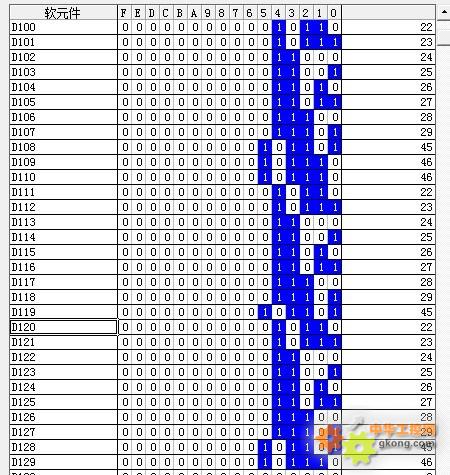
在触摸屏的数值框D110-D119当中输入待排序的数据,共10个。
执行排序之后,数据从小到大存放在数值框D120-D129当中。如图所示:
![附件 image.jpg]()
程序如下:
![附件 image.jpg]()
![附件 image.jpg]()
![附件 image.jpg]()
![附件 image.jpg]()
![附件 image.jpg]()
程序当中使用了两个嵌套的for循环语句,在一个扫描周期之内完成排序。
以上就是PLC梯形图实现冒泡排序算法的过程,大家有空的时候可以编写验证一下,实际工程当中使用PLC自带的排序功能就好。
文章转自八方汇培训
学习过一点C语言的朋友,对冒泡排序的概念应该并不陌生。冒泡排序是一种非常基础的排序算法,它的过程是将N个待排序数据当中的两个相邻数据进行比较,如果前者小于后者,则将前者和后者调换位置,然后比较下一对,直到最大的排在列尾。这样反复N-1次,就可以将所有的元素完成从小到大的排序。
这样讲起来比较抽象,我们通过一组直观动图来演示冒泡排序:



看懂了原理,我们归纳冒泡排序算法流程图如下:
C语言实现方式如下(来自百度百科):

现在我们用PLC梯形图来翻译一下,PLC使用三菱FX3U的。
控制效果要求:
在触摸屏的数值框D110-D119当中输入待排序的数据,共10个。
执行排序之后,数据从小到大存放在数值框D120-D129当中。如图所示:

程序如下:
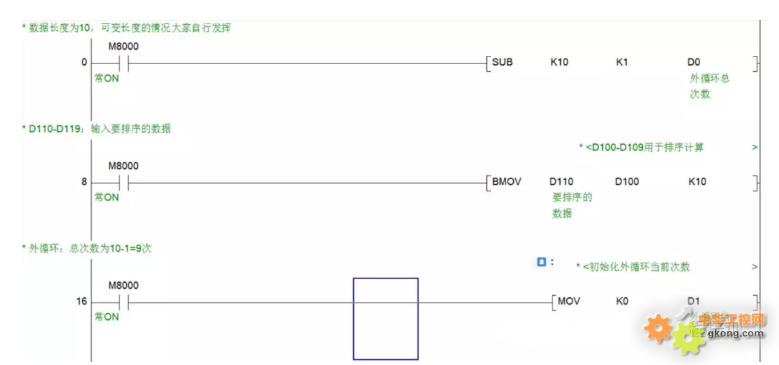



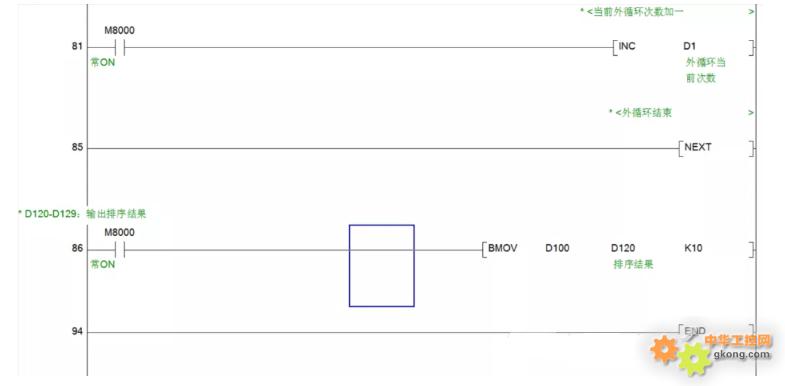
程序当中使用了两个嵌套的for循环语句,在一个扫描周期之内完成排序。
以上就是PLC梯形图实现冒泡排序算法的过程,大家有空的时候可以编写验证一下,实际工程当中使用PLC自带的排序功能就好。
文章转自八方汇培训
温馨提示:
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题